咨询电话 18962209528

 1210
1210
现在。无论在国内还是国外,自动化编程控制已成为实现工业设备控制自动化的重要设备基础。指出电气程序控制技术已达到国际先进水平。由于传统的继电器触点控制,在工业控制领域逐渐退出市场。进口离心机大多采用PLC控制,尤其是在化工行业。该全自动离心机由PLC程序控制,可实现设备过程的进料、分离、清洗、出料的自动操作,大大提高了生产效率
无论设备多么先进,在实际使用中总会出现一些问题,一些故障必须通过维修硬件设施来解决;但有些故障只能通过修改PLC的软件程序来解决。显然,后者不仅方便,而且节省了维修费用。以下是通过优化离心机PLC程序成功解决离心机故障的一些典型例子。主要从软件上对离心机的功能进行了改进和补充。实际使用证明效果很好,大大降低了离心机的故障率;缩短了离心机的周期,提高了离心机的使用效率。在使用
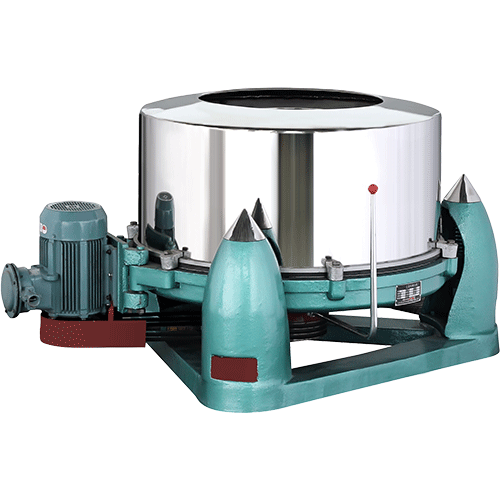
平板离心机的实际过程中,我们发现离心机的常见故障主要集中在卸料过程中,约占离心机总故障的一半。在卸荷断层中,以下两个断层是最难处理的。1、 卸车立式油缸滚轮支撑套断裂,故障修复工作量较大。必须提起整机盖,拆下油缸,重新加工。整个过程至少需要2~3天才能完成
,更严重的是存在安全隐患,因为一旦发生这种情况,卸料刮板与离心机底部会产生摩擦火花。而且,在化学工业中,生产的原料都是易燃易爆的原料,容易造成安全事故。另外,在卸料过程中,有些硬料不易刮掉,会增加卸料阻力,使离心机转鼓承受过大的力和电机运行阻力,使转鼓被动卡死,使电机卡死,最终导致设备报警跳闸。虽然这种情况比较容易处理,但如果频繁发生,也会影响离心机卸料时设备
的日常使用,由于刮板在进料后的卸料阻力,特别是垂直进料后,离心机转鼓转速会降低。从PLC的梯形图可以看出,当转速低于40rpm时,刮板停止前进,等待滚筒转速上升;当转速继续下降到30rpm以下时,刮板会后退以减小旋转阻力,从而提高滚筒转速。当转速升至60 rpm时,卸载将继续,整个卸载过程将完成。当机器正常、材料充足且干燥时,可以成功地完成这项工作。然而,当物料和水分过多时,尤其是使用多年的离心机,由于其液压系统和气动执行机构不可避免地或多或少的泄漏,使得离心机的转速无法在低速时保持恒定,这一过程就不能顺利完成,特别是当滚筒速度因阻力而下降时,情况严重时,滚筒速度会降到零(实际使用中的一些机器经常是这样)
通过分析PLC程序和实际卸料故障,可以发现如果卸料时滚筒速度降到40rpm,滚筒速度被中速阀或高速阀强行“推动”,然后当速度上升到60 rpm时恢复低速状态(卸载速度),所以不可能防止滚筒速度降到零?而且这种方法不需要添加任何硬件,只需修改程序即可。当然,这里说的只是原则。在实际的程序修改中需要考虑很多因素,如动作顺序、联锁保护等,实践证明这种方法是可行的。目前已在多台出现此类故障的离心机上投入使用,效果良好。通过查阅有关资料,阐明其原理,发现离心机PLC程序设计存在一些缺陷。卸料过程如下:(准备卸料)水平送料(水平送料到位后)垂直送料(犁刃垂直到底后,停留20s)垂直收料和水平收料(刮板返回后,卸载完成)
从程序可以看出,在卸载过程中铲运机下降到底部后,液压站仍然工作。简言之,油泵总是在工作,不断给油管加压,刮板装置总是处于油压下。刮板的重量和压力都压在限位螺钉上!在查明故障原因后,可采取以下方法:一是加强托辊套;另一种方法是在犁刃垂直就位后切断油缸中的油,利用油缸中储存的油使犁刃保持在原来的位置,并在回刀时恢复油缸的供油。显然,前者只能治标不治本。另外,托辊套的直径和厚度有限,不能随意改变。后者则不同。利用油缸中储存的油使犁刃保持在原来的位置,使限位螺钉与滚筒支撑套之间没有接触和受力;也就是说,托辊套不受外力的影响,从根本上保护托辊套
实践中也有两种方法。一是在液压油路上安装可控电磁阀,破坏了原装进口设备的完整性,需要追加投资
张家港卓航机械有限公司是一家专业的离心机制造商,从事袋式离心机的研发和制造,板式离心机等产品适用于化工、医药、食品等用途!


长按屏幕识别二维码
打开手机扫描二维码
友情链接:
离心机生产厂家 离心机 数字计量泵 液压泵 LED格栅屏 回转式风机 压滤机 美国蒙那多频闪仪 滚珠丝杆 废气处理设备 玻璃钢离心风机 导热系数仪 拉力试验机 恒湿恒温试验箱 减速机 柴油发电机组 排烟风机 打井公司 套管生产厂家 无刷冷切锯 北京货架 高压微射流纳米均质机 钢筋切割机 恒齿传动